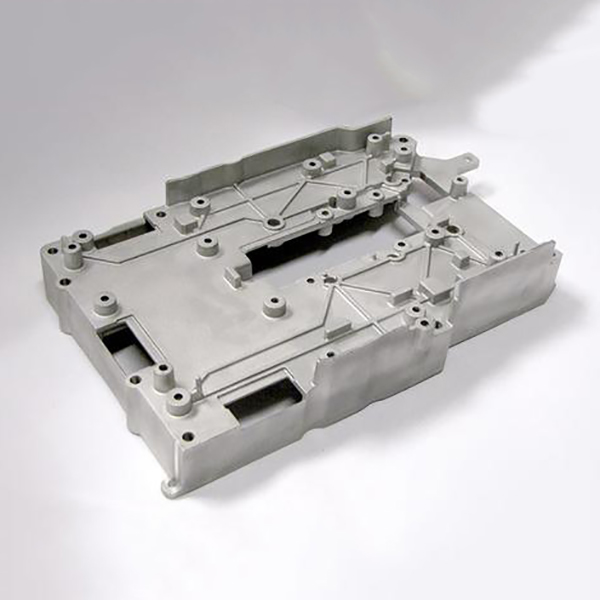
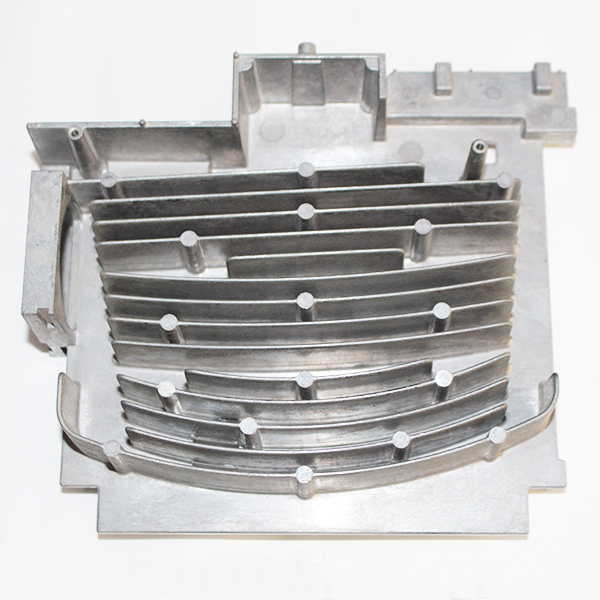
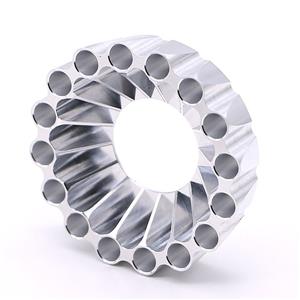
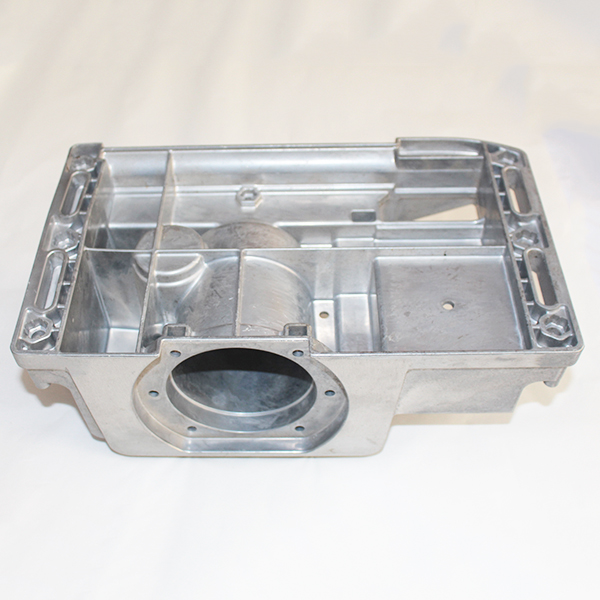
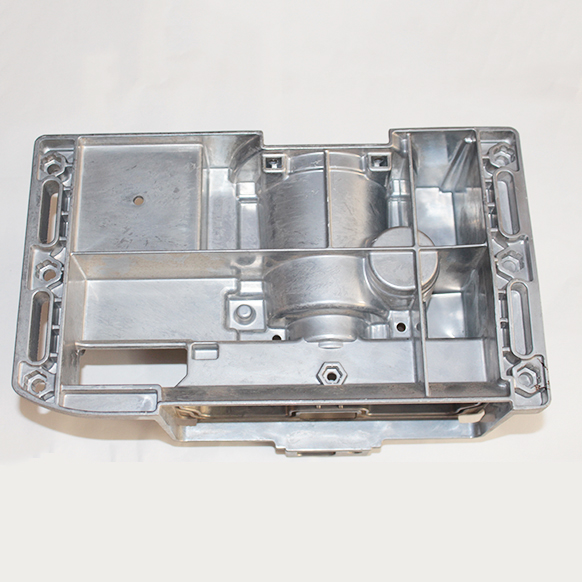
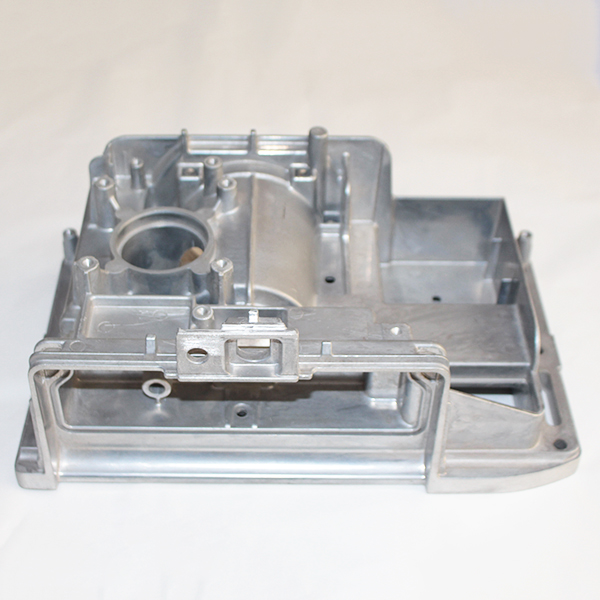
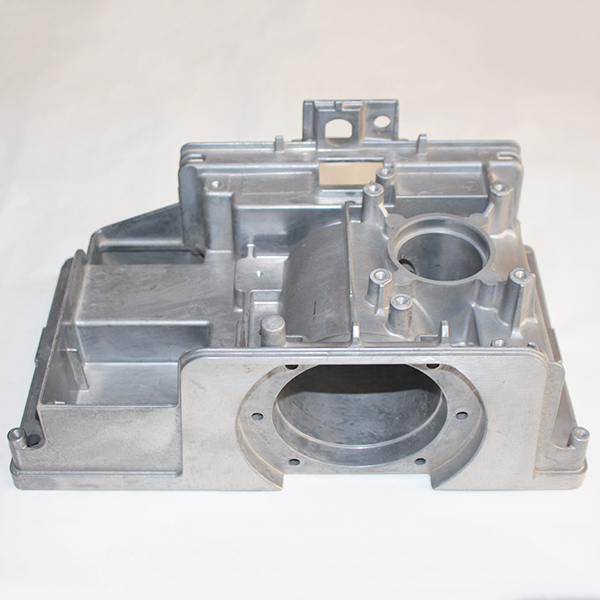
Otomotiv İçin Döküm Parçaları
- SHD Precision Tech
- Şenzen
- 2 hafta
- ürüne bağlıdır
Değişken duvar kalınlıkları
Daha sıkı toleranslar
Hammaddeden bitmiş parçaya daha az adım
Hızlı üretim döngüsü süreleri
Malzeme hurdasında azalma
Özellikle çinko ve magnezyum için uzun takım ömrü
Ana Parametre:
ürün tipi | Basınçlı Döküm Hizmeti | |||
Malzemeler | Alüminyum alaşımı, çinko alaşımı, magnezyum alaşımı, pirinç vb. | |||
Yüzey İşlem | Eloksal, Fırçalama, Galvanizli, Lazer gravür, İpek baskı, Parlatma, Toz boya vb. | |||
Hata payı | ±0,01 mm, teslimattan önce %100 kalite kontrol kalite kontrolü, kalite kontrol formu sağlayın; | |||
Test ekipmanları | CMM; Alet mikroskobu; Çok eklemli kol; Otomatik yükseklik göstergesi; Manuel yükseklik göstergesi; Kadran göstergesi; Mermer platform; Pürüzlülük ölçümü. | |||
Dosya formatları | STP/ ADIM/AutoCAD(DXF,DWG),PDF,TIF vb. | |||
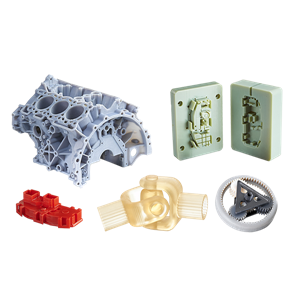
adımları Pres Döküm Süreci
İster sıcak ister soğuk oda basınçlı döküm olsun, standart işlem, erimiş metalin yüksek basınç altında bir kalıp kalıbına enjekte edilmesini içerir. Aşağıda, karmaşık basınçlı döküm işlem adımları verilmiştir:
sıkma
Basınçlı dökümde ilk adım sıkıştırmadır. Bununla birlikte, bundan önce, herhangi bir safsızlığı gidermek için kalıbı temizleyin ve katılaşmış ürünün daha iyi enjeksiyonu ve çıkarılması için kalıbı yağlayın. Temizleme ve yağlama işleminden sonra, kalıbı yüksek basınçla sıkıştırın ve kapatın.
Enjeksiyon
Enjekte etmek istediğiniz metali eritin ve atış odasına dökün. Prosedür, kullandığınız sürece bağlıdır. Örneğin, soğuk kamaralı basınçlı dökümde atış odası soğuk, sıcak kamaralı basınçlı dökümde ise sıcaktır. Bundan sonra, bir hidrolik sistem tarafından oluşturulan yüksek basınç altında metali kalıba enjekte edin.
Soğutma
Sıkıştırılmış haldeyken, metalin katılaşması için soğumasına izin verin. Katılaşan malzeme kalıbın tasarımına benzer bir şekle sahip olacaktır.
Fırlatma
Kalıp kalıbını çözdükten sonra, bir fırlatma mekanizması katı dökümü kalıptan dışarı itecektir. Nihai ürünü çıkarmadan önce uygun katılaşmayı sağlayın.
Kırpma
Bu son adımdır ve bitmiş üründe bulunan yolluk ve yolluktaki fazla metalin çıkarılmasını içerir. Kırpma, bir düzeltme kalıbı, testere veya diğer prosedürler kullanılarak gerçekleştirilebilir. Çıkarılan metal parçalar geri dönüştürülebilir ve işlemde tekrar kullanılabilir.